| |
|
|
| ֪ʶ�� -> ���� -> С��su7ultra��˫���ǰ�ո�Ϊʲô���ֹ�������̼��ά����������е���Զ��������� -> �����Ķ� |
|
|
[����]С��su7ultra��˫���ǰ�ո�Ϊʲô���ֹ�������̼��ά����������е���Զ��������� |
| [�ղر���] �����ر��ġ� |
|
����Щ����ļ����ѹص��µ��أ� |
|
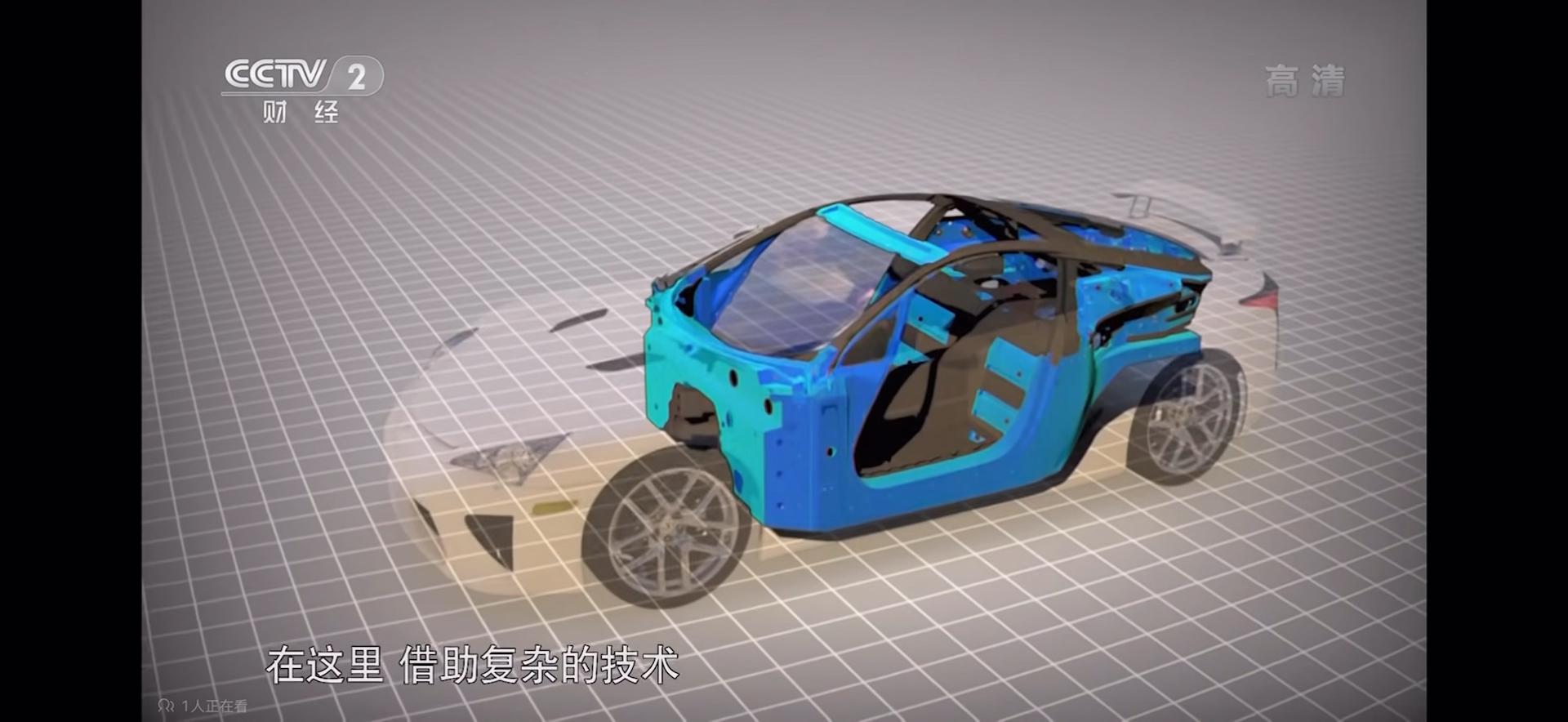
��̼��ά��Ʒ���ֹ������ģ����ֲ��裩 ����̼��ά��Ҳ�����Զ�������������ultra�Ķ�λ����������ʱ����֧�Ų���ȫ�Զ���̼��ά������ ��Ҫ�˽�������⣬������Ҫ�����˽�̼��ά���������ա� |
|
|
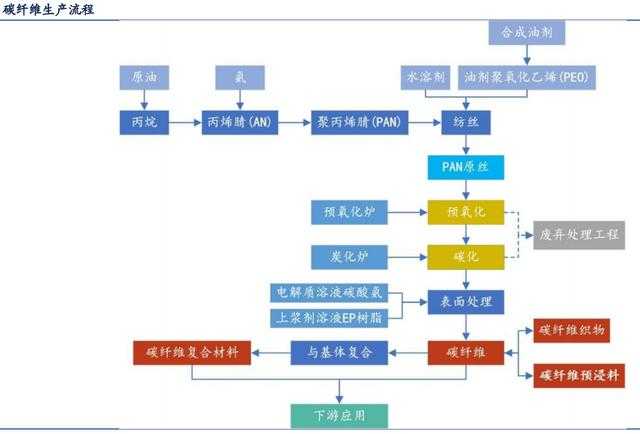
̼��ά�������Ƴ̣�������̼��άϸ����̼��ά������ʪ̼��̼�����ﲻչ���� |
|
|
���͵������Ƴ̣���̼��ά�����������͵������������ֹ����������ǡ��ֺ���Ҳ�����������Լ�������ԭ˿�Ʊ� ̼��ά������ʼ��ԭ˿���Ʊ���ͨ���Ծ۱�ϩ�棨PAN��Ϊԭ�ϣ������ۺϺͷ�˿���յõ�ԭ˿�� ? �ۺϣ�����ϩ�浥�塢���۵������������ϣ��ھۺϸ��н�����Һ�ۺϷ�Ӧ�����ɾ۱�ϩ��ԭҺ�� ? ��˿��ԭҺͨ������ʪ�Ļ�ʪ����˿�����γ���ά˿����˿��������ԡ�г��ͣ����ˮϴ��ǣ�����ȹ������յõ��۱�ϩ��ԭ˿�� 2. Ԥ���� Ԥ������̼��ά�����Ĺؼ�����֮һ��ԭ˿�ڶ������¯�У��ڿ��������½��м��ȴ�����ʹ�仯ѧ�ṹ���ȶ�����ά��������ת��Ϊ�ȹ��ԣ�Ϊ������̼�������������� 3. ̼�� Ԥ���������ά����̼��������һ�����ڵ��������½��У���Ϊ����̼������̼�������Σ� ? ����̼�����¶�ͨ����600�����ң���ά�еķ�̼Ԫ�ؿ�ʼ�ֽⲢ�ӷ��� ? ����̼�����¶ȿɴ�1500�����ϣ���һ��ȥ�����ʣ�ʹ��ά��̼����������ߣ����յõ���ǿ�ȵ�̼��ά�� 4. ʯī�� ������Ҫ���ߵ���ģ����ǿ�ȵ�̼��ά���������ʯī��������ά�ڶ������屣���£�����2000�����ϵĸ��´�����ʹ��ά��ʯī���̶���ߣ��Ӷ���������ѧ���ܡ� 5. ���洦�����Ͻ� Ϊ�����̼��ά����֬�����ճ�����ܣ���Ҫ��̼��ά���б��洦����ͨ��������������ʹ������γ��ṹ���������̼��ά��Ϳ��һ���Ͻ������Ա�����ά�����ں����ӹ��� 6. ���� �������̼��άͨ�����ƻ����Ƴ��ᣬ�γɱ��������ʹ�õ�̼��ά���� 7. ��Ʒ�ӹ�������Ӧ�ã� ̼��ά������������������һ���ӹ����ܳ�Ϊ���ղ�Ʒ����������Ʒ�ӹ����̰����� ? ���У��������Ҫ��ʹ���Զ����л���̼��άԤ���ϲ��г��������״�� ? ��������������װ�ϣ��������Ҫ���кõ�Ԥ������������� ? ���ͣ��������õ�Ԥ���Ϸ���ģ���У�ͨ��ģѹ���ڸ��¸�ѹ�³��͡� ? �и�����ϴ�����ͺ�Ĺ���ͨ���и������ȥ��ë�̣������иɱ���ϴ����ȷ������������ ? Ϳ����װ���⣺��Ϳ�������˵ĸ����£��Գ��ͺ�IJ�������Ϳ����װ�䣬���ͨ���������豸���ߴ羫�ȣ�ȷ����Ʒ������ ǰ6�����Ǵ��ģ�Զ��������ģ����ѵ��ǵ�7��������Ҫ�ֹ��ģ����������� Ŀǰ�����������̼��ά��Ʒ������������װ�������г��������dz������ϴ�ģ���Ȼ���ֹ�����Ϊ����������װ����������С�����г�������״���ڸ��ӡ��ܵ���˵�Զ����������ѡ� �ɻ�һ�����꣺̼��ά���г����������ģ�_��������_bilibili?www.bilibili.com/video/BV16c411J7gd/?spm_id_from=333.1391.0.0 |

|
|
|

|
|
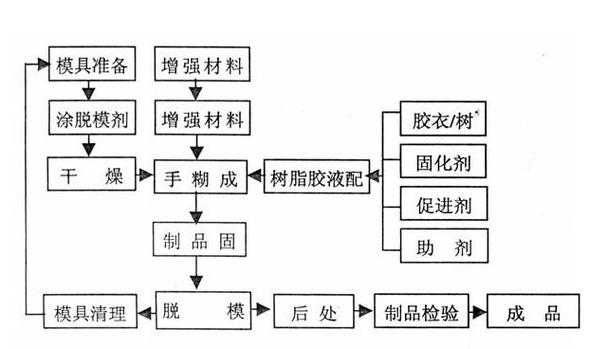
��Ƭ���ֹ�������ģ������ô�ܲ������Զ������ķ����أ��еġ� ��Ҫ�� 1. �Զ��̴���ATL�� �Զ��̴���ATL����ͨ��������������Ԥ����������ģ���ϡ����ַ������Ա�֤���һ�£�����ȷ���ʺϴ��ģ�������ܹ������������Ч�ʺͲ�Ʒ������ |

|
|
����ij���� |
|
|
���ƹܲ� |
|
|
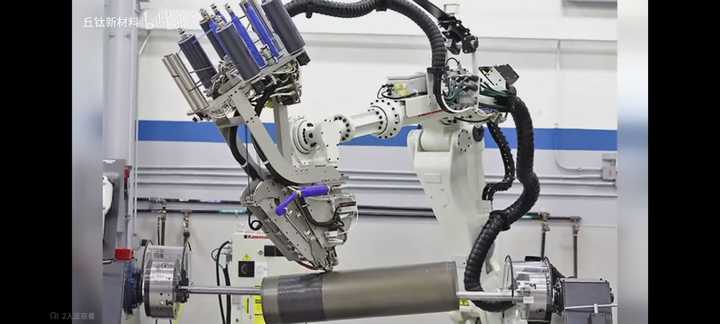
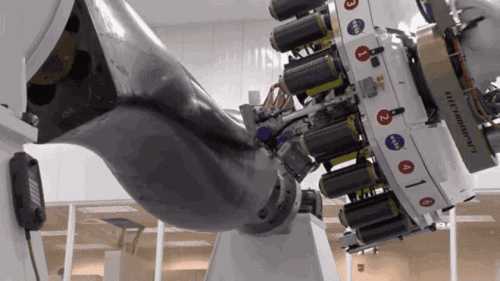
2. �Զ���ά�̷ţ�AFP�� �Զ���ά�̷ţ�AFP����ͨ����е�۽�Ƭ״̼��ά��������ģ���ϣ��γɸ߾��ȵ���װ�㡣�÷����ر��ʺ���������ܸ��ϲ��ϲ�Ʒ���纽�պ��첿���� |

|
|
����̼��ά���սṹ���Զ��������ߣ������˱�ѹե������_��������_bilibili?www.bilibili.com/video/BV1FQ4y1r7L6/?spm_id_from=333.1391.0.0&vd_source=356bab7521bfae0fe010e0b45b24aa1c |

|
|
3. �Զ���֯�� ̼��άͨ����֯����һ�������֯����״��֯��ṹ�������ı�֯��ʽ������֯���֯�������֯��֯���֯���������ϸ������ά��ȡ����ܶȣ���ȷ�����ղ�Ʒ����ѧ���ܡ��ʺ��ڱպϲ�Ʒ����ޣ���״��Ʒ�� |

|
|
���Ƴɹ� |

|
|
���ͱ�֯��������������̼��ά������챣�Kuka�Ļ����ˡ������Ҵ�ABB���ڣ� �����̼��ά��֯���գ�ǧ˿���Ƶĸ����ڹ����ϣ�����ǿӲ��10��_��������_bilibili?www.bilibili.com/video/BV1xP411W7k5/?spm_id_from=333.1391.0.0 |

|
|
�Զ��̴���������ԱȽ��ʺ�ultraǰ�ǵķ����ˡ� С��̼��άǰ��Ӧ�ò����Լ������ģ��ǹ�Ӧ��������С���ܸ��Ķ�����������ԭ��Ԥ�ƾ�һ��1��̨������Ϊ����ѡ����ǰ�ǣ�����Ԥ����3000�������ˡ� �������һ���ʲ��������̼��ά���ң��������Ǻ���Ϊ�����ȥר�Ź��ô����Զ��̴����ģ��ɱ����ڸ߰������ҴӲ�������˵����ʱҲû�������Ҫ��������������Ψһ�IJ���ƿ���� ����Ϊʲô���ϻ�û�г��ִ���ǰ�ǣ��Ҿ��ÿ��������£� Ŀǰ�����Ķ���ǰ�ھͱ��������ģ���Ԥ��Ͷ���Ķ��ǷǴ���ǰ�ǵģ�̼��άǰ�ǵ�����������ijЩ�������⣬���ڽ���У�����ԶԶ����Ԥ�ڣ�С���빩Ӧ�����ڸ��Զ����ա� ��ʵ���ڵ�̼��ά�����豸Ҳ�ڷ����ˣ����źܿ�̼��ά���ijɱ����Դ�����ͣ����ܿ��Դ���������� �Ѹ��¡������ע��лл�� |
|
su7utral�IJ�Ʒ����˵�ˣ���������Ͻ���������졣��Ϊ��ѹ���գ�û�а취��ԭ���ڵ���ơ� ��֮ǰ�������ĵ�����Ϣ��������2025��3�µ�ֱ��������С����ʦ���ֲӸ��ֱ�����ۣ����Եó�һЩsu7utral��Ʒ���ߵ�һЩ��Ϣ�� su7utral�����Ŀ֮����˳�����У�����̼��άǰ���ǣ�С����������ʦ�Ĺ��ͺܴ�������Ͳ��ǽ���ִ��С���߲�ľ��ߣ����ǹ���ʦһֱ�������ƽ��� �����������2���su7��yu7��su7u�����Ŀһ�ȱ������ˡ��ǹ���ʦ�Ŷ�һֱ����˵������ȥ����Щ����������ν��ֻ��Ӫ���������ܾ���su7uԭ�ͳ���Ȧ����ý��Ľ��顣 �����Լ���˵�����Ŷӽ���Ȧ�ٳ��������죬��ܶ�����ý���ȥ�������Ե�������������ֱ�������������⣬��Ϊ��ʱ�ݷ���Ȧ�ٵ�ʱ���ϰ岻�����Ե�����Ҳû����ܶ�ý�塣�ʼ���Dz�����ȥŦ���ģ��������������ȥ���Եö��ŶӲ�̫֧�֣���ų��˵�ʱ��ȥŦ����Ȼ�����̾ͻع��ˡ�����ο�2025��3�µ�ֱ���� ̼��άǰ���ǣ���DZ�ڿͻ���ʾ����˵����û�п��ף����߿����Ѷȴ��ʱ������Ա˵���������㲻�ÿ��ǣ����˵�벻��Ҫ���С� su7utral������������뷨�Ĺ���ʦ�������˲���Ǯ���������ϰ壬�����й�ǿ��Ĺ�Ӧ������ͬ��͵ġ� |
|
����С�����Ǽ��˲�ҵ����Ӧ�̵Ĺ�ʵ�������ƶ��˲�ҵ����Ӧ�̵Ľ�������su7u̼��ά������������ɼ����ߡ� �ֳɵ�̼��ά��ҵ������Ӧ������ô�����������û����һ���Ҫ���������������̼��ά�������������õ�̼��ά��Ӧ����ijЩ���ڱ����˹��Ǻ����ģ���Ϊ�г��������ṩ������Ӧ����ȫ���Զ����ijɱ�������С�װ�����г���������ˣ�ֻҪsu7u�ܹ������ȶ����������ͻ����ȶ���̼ǰ�ǡ�̼����̼β�������ܴ�ʹ��Ӧ���ƽ����ս������ѳɱ�ѹ��������һ���棬С������̼��ά�ܴ��ڻ�ӭ֮��Ӧ��Ҳ���������ˣ�������Ը���¿�ij�����������Ʒ�ϸ�̼��ά�����Щ����С������Ϊ��ģ�����������ֵ��Ʒ�Ƶ��ԡ�����̼��ά�������ֱ����������ˡ� С��ժ����̼��ά��Ӧ�̵����ӣ���Ӧ���Լ�����Ӧ�������������ӣ�������С���߹�Ӧ���г���������·�ã����ǸϽ������ӡ������С��һֱ�������Ӧ��ʵ�ֵ�����ѭ���� |
|
Ӧ�þ���С�����ò����·Ÿ����ˡ�û�뵽��װ�Ƶ������֮�࣬��ǰ�����е������֮�ࡣ �ȷ�˵֮���Ǹ�Ŧ���棬�������������϶���Ҫ����ġ� ���ڲ�����������һ����·�Ͽ��ģ���û�����������һ��ǰ���䲻����������û�뵽�û���ȫ����ô��... |
|
��ʵ�Զ����ķ������еģ�������HP-RTM�����ҵ�HY-RTM�������Զ������������ǣ� 2015�꣬ǰ;K50��̼��ά���Ǽ��ҹ�Ӧ�̣�������NBHX��ij���ɳ����Ĺ���ʦ�����ǽ�����ʦ���ڹ�����ϰ���Ե�д������ѹ�ޡ�Ȼ�ǻ����ֽ����ҹ�Ӧ�̣���2016������KDC����������ô�ţ���ʦ����KDC�ˣ����ջ�����ѹ�ޡ�KDC������˵�����ˣ��ѵ�ʱ���г������������ˣ�Ȼ��HRC����������ӣ����Լ���RTM�ӵ�һ�ߣ�������ѹ�ޡ�Ȼ��2017�꣬����Э��ҲҪ����������KDC��HRC��KDC�������μ�Ҫ���ṹ���ҳߴ磬�Ƚ������������˽ṹ�������μ��ø���HRC��Ȼ��HRC��������ѹ�����ġ������Ӵˣ���ѹ������Ī������ij�Ϊ����ҵ�������μ��ı����գ��ô�����ܵ��˷ɻ��IJ��ܣ��ǽ�һ���صصصصص��� �ڸ�С����ǰ�������˺�·��˹���ǵ������HRC����2000�ˡ����������Ҫ��ô�ɣ�����������ʿ������֯���ģ�������Ǹ�ʿ�����С� |
|
�𣺹����������ܡ��� ���֮ǰ���ȿ�������Ƶ�˽���ѹ��RTM���գ�RTM������������Զ��������� �ȿ���RTM���� |

|
|
0 �������Ƶ��Ԥ���͵IJ��˲�������е�۷���HP-RTMģ���ڣ�Ȼ�������֬ע�� |

|
|
��ģ��ģǻ�ڳ���գ�ע��Ԥ����֬�����+��Ӧ��ʼ |

|
|
�����Ӻ���֬��һ�ι̻����ͣ��Ϳ��Կ�ģȡ���� |

|
|
�����������ֲ��ֳ��������õ�Ҳ��HP-RTM���� https://b23.tv/4kSKZR0?b23.tv/4kSKZR0 �ٿ�����ѹ���� |
|
|
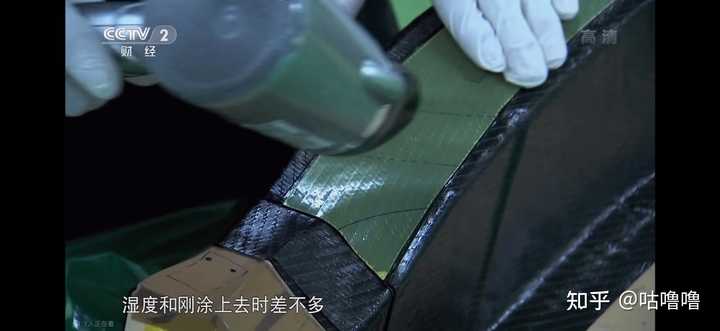
0 ��ѹ���ղ��õ���Ԥ����̼����������֮ǰ����Ҫ���ȷ�ǹ���ߵ��ٶ���ּ��ȲŻ�����������һ��ճ�� |
|
|
�������������У�LFA�����ṹ����20�㣬���Ǽ�һ��6-7�㣩������ǿ��Ҫ���в�ͬ����ά����Ҫ���Լ���������Ϊ�˱���ǿ�ȣ���Ҫ��ƴ�Ӻ�overlap������ǿ�� |

|
|
��������ͼ�����ͨ���ṹΪ������Ȼ��Ϊ����ԭ�����Ա������ά���ᱻ��ɢ����˱�����ö������ά��ȥ���Dz�ǿ |

|
|
|

|
|
��Ȼ����ۼ��Ļ������Dz��ܱ����ܵġ� �����̲�����У�Ҳ�����湤�����̣����DZ�����ݼ���ͶӰ����״ȥ�������Ҫ��dz��ϸ���Ҳ�ǿ�����ά�Ƕ����ձ��ϸ��ϲ������ܵĹؼ���ע����ͼ�������ϵļ��⣩ |

|
|
���ϲ��ָ�̼RTMǰ����Ԥ��ʪ̼��ѹ�ޣ����������̵ı��� ���ԣ��ɼ�������Ҫ�����ѹ���̲��Ҫ2-4��Сʱ������ѹ����ʱ�������6-8��Сʱ��һ��һ�����ӣ�һ����ܳ����ײ�Ʒ�����糵��������ǵĻ�����������2-3��һ��/��� 8Сʱ�ĸ��¸�ѹ�������ܺ�Ҳ���൱�� ���ʱ�������С����Ҫ���ˣ� ��Ȼ��ѹ��Ҫ6-8Сʱ��ô���ţ�Ϊʲô����RTM��Ҫ�����ѹ���أ� Ϊ�����ܡ����ռ�������� ������LFA��������Ҳ�в��ֳ������õ�Ҳ��HP-RTM����С�������ѹ�ޣ� |

|
|
�������ҵ���Ը���� ���Կ���С�����ǰ����Dz����п������ͣ����һ������쳵ͷ��ѹ������Ҫ������ѧҪ����˲�ͬ��װ��Ʒ���ò���������������Ҳһ�㲻�� �ؼ�������һ����ۼ� HP- RTM��Ȼ�ǰ��Զ����ģ�������֮���Թ̻�ֻ��Ҫ�����ӣ�����Ϊ�õ��Ǹ�̼��+Ԥ�����֬ ����֬�ڻ��ǰ�Dz��ᷢ����Ӧ�ģ���˾Ϳ��Խ�Ϊ����Ĵ洢����һ���Ӵ������Ӿ��ܿ�����ɴ��������̬��ת�䡪������RTM��ı���ԭ�� ������RTMҲ��ȱ�㣺 1����̼̼����ɢ����ע����֬�Ĺ����л��ɢ�ֲ��������͵�̼����������۲�һ�� 2�������̼����֬������ڵĽ�������У����Ų������ӣ����Ŀ�϶�ʾͻ���������RTMʱ������3%���ϵı�������HP-RTM���Խ��͵�1%-3%�����ף����ݣ��� ��������ѹ��û����Щ���� ��ѹ���õ���Ԥ���ϣ�Ԥ���ϵ���˼������֬��ǰ������ά����˾Ͳ����ڲ������˺���������������� 1����Ԥ���ϵ�ճ�ԣ���������֬ע�룬������һ���Էdz��� 2����ΪԤ�����Ѿ�����ס��ά���̻����϶�ʣ����ݣ�����1% ��ô�õĹ���Ϊʲôһѹ��Ҫ��ѹ����8��Сʱ���� ���ǵ�RTM�����У�AB����֬�ķ�Ӧ�ٶ��𣺼����� ��Ϊʲô��ѹ���õģ�Ԥ���Ͽ������ȷ�ǹ�����̲㣬�ֵ��ٶ����������ᱻ����̻��� �ǵģ�������֬�����¶ȶ���75���϶����ϣ�����75����֬���泤���ķ�˲��ᱻ���ƣ��Ͳ�����������һ����ݷ���������Ӧ�Ӷ��̻��� ��������ˡ�ƽʱ���Ԥ����Ҳ��Ҫ��Ᵽ�棬��ֹ����������������Ӱ�켤�������ܣ� |

|
|
���ԣ����۾��ǣ���������һ�����֬��ȫ�ںϣ���ȫ��Ӧ�����Ǽ�ѹ����Ҳ�������������8Сʱ �ðɣ���������ѡ�ˣ�û��Ҫ������Ҳ����ȰС��RTM��6-7����ȫ������HP-RTM�ģ��ĸ��ӵ��ĺ�������ֻ����ѹ�ޣ���������Ц��Ӧ���ǿ��ǵ����ٵIJ�ȷ���ԣ�����ѡ��ѹ�ޣ� |
|
���������һ��ģ��ڽṹ���������ͣ�����ת�۴��ʺ�̼���ֹ��������ڸ��ϲ�����ҵ��ֹ�����Ӧ�úܹ㡣 ���ô����Ҫ����ǰ�ոǣ�С�ÿ��Ƕ�Ū����ģ���ˡ� |
|
������Ϊ��˫���ǰ�ո�ֻ������ϵͳ�е�һ��������������ȫ����������ϵͳӦ�ð����˷�����ڿײոǡ��ڿײո����������֧�ܵȡ�������Щ����Ҫ��ģ����ģ����Ҫ���綴����֮��ġ� �ҿ�����Щ��̼��ά�ֻ�Ь�ģ������˹���̼��ά������ģ���ϣ�Ȼ�����ա� |
|
̼��ά������˾���������ǣ�˭������˭����̼��ά�����µ�ʱ��ĵ�λ�Ƕ֣������� |
|
̼��ά�ܲ����Զ����Ҳ�֪�������ǽ���������Ϊʲô���綴�İ汾�ǵ���̼��ά === �ðɣ�ͨ��su7u����һ��̼��ά��ҵ����ʵҲͦ�õ� |
|
̼��ά����һ�����ƾ���һ���̼�����ϵĹ��̿��������μ� ��һ��ͻ�е����ì�ܵ� |
|
̼��ά��Ӧ�̶�������ˣ�˭���ܳ������������� |

|
|
|
|
��Ϊ̫�����ˣ� һ��ǰ�ոDzż���飬 ��һ���Զ��������豸Ҫ���ڣ� ��������ո������10����� ����ͼ����ֺ��ɡ� ������ʵ���Կ��Ǹij������Ը��ĵģ� �Զ����ɱ���һЩ�� |
|
��ʵС������һ�ְ취����̼��ά�����ǵĽ����Ѷȣ����Գ�һ��һ���ѹ�Ŀ������ƻ��ǣ������ÿͻ��Լ�ѡ������Ȳ���̼��ά�ij��������ڣ������������ǵģ���û�42000̼��ά���ǵ��û�������һ������һ�����ǡ����ڿ������������Ϊѡװ��Ŀ����ѡ��Ȩ�����û������ҷḻSU7U��ѡװ������β��ǰ����Щ�˶��������������Ƶģ�ѡװ���ḻ���������졣 ���õ��Ĵ�����ƻ��ǿͻ���ѡ���������һ�βɷ���˵�ܶ�ͻ�ѡ�Ĵ���ǣ�����ѡ�˵�����̥��û��ѡ�������ĸ�������̥������һ����ʡʡ�û�������ʵ�Ϳ��Կ���������Щ�û�����������˧��˧��ֻҪ����С����ҳ�����Ƥ�����������ģ������ƻ���Ҳ��Υ�ͣ�ʵ����Ҫ̼��ά��������ȥ����ģ�����̼��ά��ʽ�ij�Ĥȥ�ɹ����� |
|
һЩ��Ƶ��վ����̼��ά����ļӹ�������Ƶ����������ȥ�����ж��鷳 ����������������С���ֻ�ʱ�ڵ����⣬һ���������г������ˣ���Ҫ˫���ǰ�ոǵ���ռ���˺ܴ�ı���������Ҫ˫���ǰ�ոǵ���ֻ�к�С��һ���֣������С�����ֻ�ʱ�Ĵ������õ���Ϣ��������������˵���Ϣ����ռ�ˣ����ڵ�������Щ�˵ĵ���ˮƽ��˭Ҳ˵���òμӵ��е����Dz�������������Dz����������ҵ�ˮ������������ͨ����Щ��С����7U�Ķ�������һ������Ҫ˫���ǰ�ոǣ������С��˾����ʧ��ĵط��� �ڶ�����ǣ��������������ʡ��Ǯ��������Ū����˫���ǰ�ո��в��У����Ǵ�Ҷ���ͬ�⣬��Ҫ̼��ά������Ϊ����ۺ������������50����ôҲ�Ǻ����������ˣ��ܶ�����Ǯ���治�ں������Ͷʱ��ȴ�˫�����С����������Ҳ����û�ϵ������飬������ʱ����̼��ά˫���������ԵñȽϴ�æ�� |
|
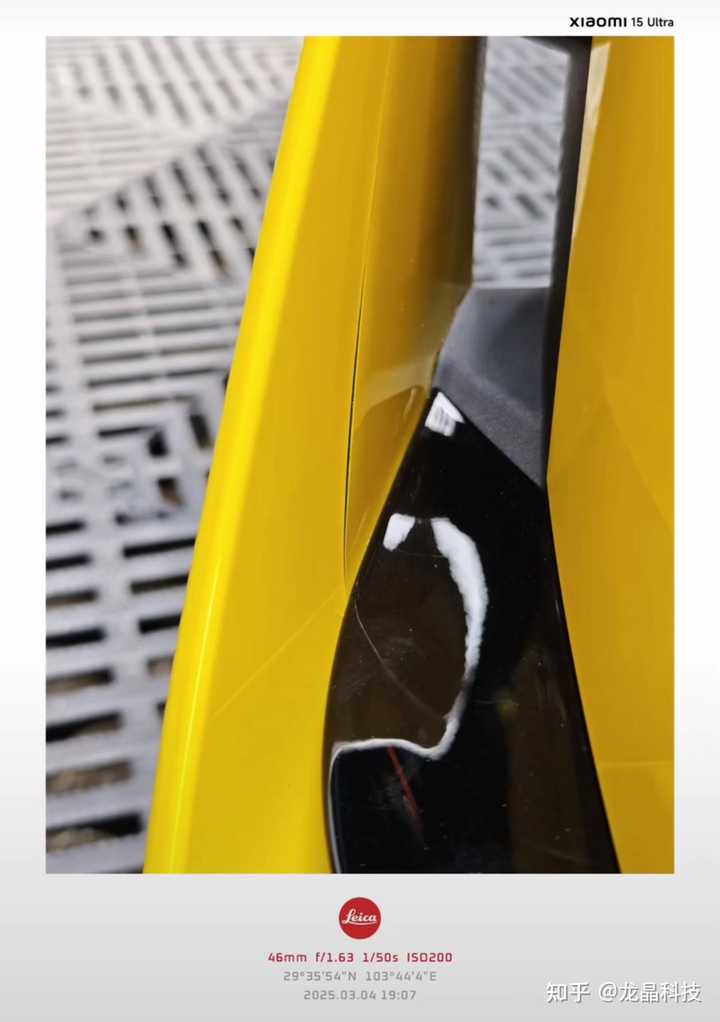
����Ҫѡ����ɫ�� |

|
|
|
|
̼��ά���ϲ��ϲ��������������кܶ��֡����粨��787�Ļ�������ô��IJ������ִ�Ч�ʾ�̫���ˣ�ֻ���û�е��̼������ģ���ϡ� С�����̼��άǰ�ǣ��������̼������ģ���ϳ��͡���ÿ��1������ҵIJ�����Ū��ʮ��ģ�ߣ��ִ��ղ���ʮ�����㹻�ˡ����Զ����豸�������� ����С��ǰ������̼��ά���ϲ��ϵ���Ҫ�������ṩ������ֵ����û��ʲô��������������ܵ�ʵ�����塣�ù���������ʵ���ʺϡ� |

|
|
0 |
|
�ο���¼Ƭ�������������� ̼��ά�������ڱ�֯��ģ�������ԣ������������ѶȽϴ� ��Ȼ�ⷽ�����Ƚ��Ļ��Ǻ���ҵ�����г����ܳ�������ۼ�����Ҫ��ܵͣ���ǿ��Ҫ��ͣ��ֹ��������ⲻ������ҵ�Ͳ����ˣ�����ҵ����ά��֯��Ҫ����ģ���Ҫ�ñ�֯���ģ��������ܱ����ֹ���֯��ά������������ȡ� ��Ȼ��������ͱȽϱ����ˣ���ά����Ҳ��������̼��ά�� |
|
��˵һ��ƫ�ŵġ�̼��ά����Ҫ�DZ�su7u��������г��������Ļ������ҹ��ľ����Ƿdz��а����ġ� |
|
��ʵ�Ҹ�ϣ��������̼��ά�����ⶫ�����Ͳ��������������Ϳ�����˫���ǰ�ո�����������ɫ�ˡ�һ�������Ĵ�����������̿϶���̼�˵ĺÿ��� |
|
�Զ���̼��ά�ܺ�ƿ���ȽϺ�Ū ������������м����Ƚϴ���۽ǣ���ŶŶ��ģ�����˹� ��ʵ�и�ģ�����Ļ�������������ܿ�� ��ֱ��ʱ����˵�����Ѿ�������ȥ��Ū����ģ���� ���Dz�֪��һ������Ū���ٸ���ģ������ �Ҷ����ִ���ģ�ӹ��治�˽� ���Ļ�е���ӹ���һ����ô��Ū�������ٰ�ʮ�װɣ� |
|
�ֹ�����С��su7ultra��˫���ǰ�ոǣ���������ߦ�棬����������Ȼ�죬�������˵�����ζ�;�ϸ��̼��ά����Ȼ�Ƽ�����������Ҫ�������ּ��ᱡ�ּ�̵�����Ʒ�����ÿ���ʦ�������֡��Զ��������������������ĺ�����ÿ����һ�������ֹ��ģ�ÿ�����й��¡� ˵�����Լ�����Ȼ�������ֻ��ģ�����������ô���꣬Ҳ����һ����������ʱ�����������ģ�������������������ش𣬻������ܾͱ�������ÿ�����20��ľ��飬������٩��ɽ�� |
|
��Ϊ֪�������������ȹ۲��ߣ��������ȷʵֵ���ü������ӽDz�⡣���Ͻ��ۣ��ֹ������Ǹ߶�̼��ά���յġ���Ҫ��Э�������Ǽ������ı��֡� �ҿ�С��SU7 Ultra���˫���ǰ�ոǵ�Ӳ�˲����� һ���ֹ�������̼��ά���յĸ����� ���˫���ǰ�ոǵ������ѵ㣬����6��̼���ľ�������ÿ��̼����Ҫ�ֹ�������ά����ȷ�������ṹ���š�֤����ʾ�����������ھ���Ҫ6Сʱ�˹�����������е��Ŀǰ������ȫ���������Ҫ���������ľ�ϸ��ҵ����̼��ά�����������������в���������λ��ֱ��Ӱ������ǿ�ȡ� ��Ӳ�˵��ǣ�����ڲ�����ά���νṹ��ģ�߾���Ҫ�ߡ�С����ʦ¶��ģ�������������0.1mm���ڣ����Զ����豸�ڸ��������ϵĹ�������Դﲻ����������� ������ѹ���գ����켶����ġ����۸����� ��ȻSU7 Ultraʹ���˺�������������ѹ���գ��¶�130��+ѹ��0.6MPa�̻���������Ҳ�����˲���ƿ����ÿ��ģ������ѹ������Ҫ��ѹ6Сʱ�����������豸�ݻ�������ʵ�ִ��ģ�������������ؼ����ǣ�̼��ά�̻���������Ҫʵʱ�����֬����״̬������ḻ�ļ�ʦ�Աȴ�����������ɿ��� ������е���ġ����������ǡ� ̼��ά���Dz��ܻ�е��������������һ��ȡ� �����Ͳ�������ƽ��ṹ������ȫ�������Զ���˿��ʵ���ղ�ǧ�������Ͳ�������F1����ǣ������ʹ���Զ��̴�+�ֹ������ƻ���������SU7 Ultra�����������ȫ���ֹ����� С�����ǰ�ոǵ����������ڣ�1.73�O�ij���ߴ�+�ᴩ����ṹ+����1.3kg�ļ���Ҫ�����ߵ���ͻ���˵�ǰ�Զ����豸�Ĺ��ձ߽硣��ҵ����ʿ���㣬����û�е����������Ʒ�ʴ���½�����20��30���㡣 �ġ��û�ѡ��ġ����ܴ��ۡ� ѡװ���̼��άǰ�ո���Ҫ����34-37�ܵĵȴ����ڣ���������ʱ���û����ܡ�������ʾ��δѡװ�Ľ������ڽ�9-12�ܡ������������ż��ᳵ���û���ѡ���Ͻ�汾������ӡ֤���ֹ������IJ����컨�塣 ���Իص����Ȿ�ʣ�����̼��ά��������е�������ǵ�������ͻ��ij���ٽ��ʱ���ֹ�������Ϊ���Ž⡣�����������ӷ��֡�����֪��е�����Ȳ���ʯӢ���������¹��ձ����ѳ�Ϊ��Ʒ��ֵ��һ���֡�����SU7 Ultra����������������ij�����˵���ֹ������̼��ά�����Ǽ������ݣ�Ҳ��Ʒ����۵ĺ���֧�㡣 ���飺 �´ο���С�״�"156���ֹ�����"����������ֱ������ը������̼��ά�ǰ��ڲ����Ϲ���ǩ�����ٸ��"��ʦ����"��֤֤�顣�������������Ҳ���ں����������Ҫ���Ǵ�ǰ����ʱ���ܶ�Χ��Ⱥ�ڷ�����һ�䣺"�Ƽ��Ⲩ����û��������ʦ������ʮ��������ʧ��ʱ������..." |
|
in short С�����̼��ά���� Ԥ�����״������� �����õ���һ������ |
|
��û�п��ܣ���С��ҪѹեԱ�� ���� ѹ���ɱ� ���� �������ܣ������Լ۱ȣ� ������ʮ��ij����ᱻ���ɶ�� |
|
|
|
|
|
| [�ղر���] �����ر��ġ� |
| ���� �������� |
| С�Ľ����ʲô����û�ʵ�֣� |
| ԭ��������2026��ռӲ�̿ռ䳬��200G����λ |
| ����ο������߿���ܶຢ��Ҫƻ���ֻ�ȫ�� |
| ��ο���HUAWEI����ֻ�ڹ�������629w����� |
| ��Ϊ Mate 80 Pro ���ܽ������ԭ����Ч�� |
| ��Ϊ PuraXMax �۵��ֻ�����ͻ�� 45 ��̨�� |
| ��ҫ�Ѿ�����Ϊ���۳�ȥ�ˣ���ֵ������ |
| �����ͨ����С��оƬ��С����ô���� |
| ��ο�����V�ƣ�OPPO��vivo��С�����ﱸ�Լ� |
| �粨����ô�õĶ�����Ϊʲôû�����й��ռ� |
| ��һƪ���� ��һƪ���� �鿴�������� |
|
|
|
|
��������:
��ӰƱ��
����Ȧ
����
����
����
�����
ӡ��
�ɼ�
��س
����
��ˮ
��Ǯ�ҽ���ר��
����
˫ɫ��
����ĸ��
����
ƹ����
�й�Ů��
����
nba
�г�
�ܲ�
����
���
��ɫ
�Ϻ��п�
80��
����: ���� �����ֶ� ������ķ�ȴ� �ʼ������� ����ͼ˹ ���� ����� ���� �ﰺ ����ʥ�ն��� ���� |
| ��վ��ϵ: qq:121756557 email:121756557@qq.com ֪ʶ�� |